

Driving Innovation
Maschinenfabrik Mönninghoff, a specialist in clutch and brake systems, relies on Paul Horn GmbH’s high-precision skiving tools to manufacture critical components for applications such as ski lift systems. The collaboration enables Mönninghoff to achieve exceptional precision, time efficiency, and quality in gear cutting while using DMG MORI machines.
Transmitting torque, separating and reconnecting power trains: These would be inconceivable without clutches and brakes. Inconspicuous but indispensable, they ensure the mechanical movement of everyday life. This is made possible by Maschinenfabrik Mönninghoff GmbH. The company specializes in the development and manufacture of clutch and brake systems for numerous industries. The team, led by Production Manager Timon Lubek, relies on precision tools from Paul Horn GmbH to manufacture the individual components. In addition to turning tools, HORN skiving tools show their mettle in daily use and ensure high-precision gear cutting.
Understanding Clutches
|
The HORN gear skiving system includes tools for the highly productive manufacture of internal teeth, splines and other internal profiles, as well as external teeth without interference. |

There are countless types of clutches. The selection depends on the application and the conditions. Basically, clutches can be divided into two categories: engageable and non-engageable. The primary function of a clutch is to transmit torque between two shafts. Other functions include compensation for misalignments, damping of torque at irregular speeds, and predetermined breaking points for overload protection. Furthermore, clutches can be differentiated according to the type of torque transmission. They may be friction connections, which are used for slipping clutches in cars, for example, whereby two or more discs are pressed together with spring force or hydraulically. Alternatively, interlocking clutches transmit force via gears, fingers, or other means.
Clutch and Brake Combinations for Ski Lifts
Maschinenfabrik Mönninghoff offers a wide range of products, including electromagnetic tooth clutches for precise torque control and disc clutches for demanding applications. The company also develops electromagnetic holding brakes for safe and fast stopping, as well as overload clutches that trigger when a defined torque is exceeded to protect machine components from damage. Maschinenfabrik Mönninghoff manufactures clutch/brake combinations that are used, for example, in ski lift and gondola systems from well-known manufacturers. The products ensure that gondolas are automatically engaged and disengaged in the upper and lower stations and travel through each station at the same distance from one another. This ensures that people are safe when getting on and off, despite high cable speeds. Some toothed components such as disc carriers are used in these products.
|
The disc carrier is used in a clutch/brake combination. |
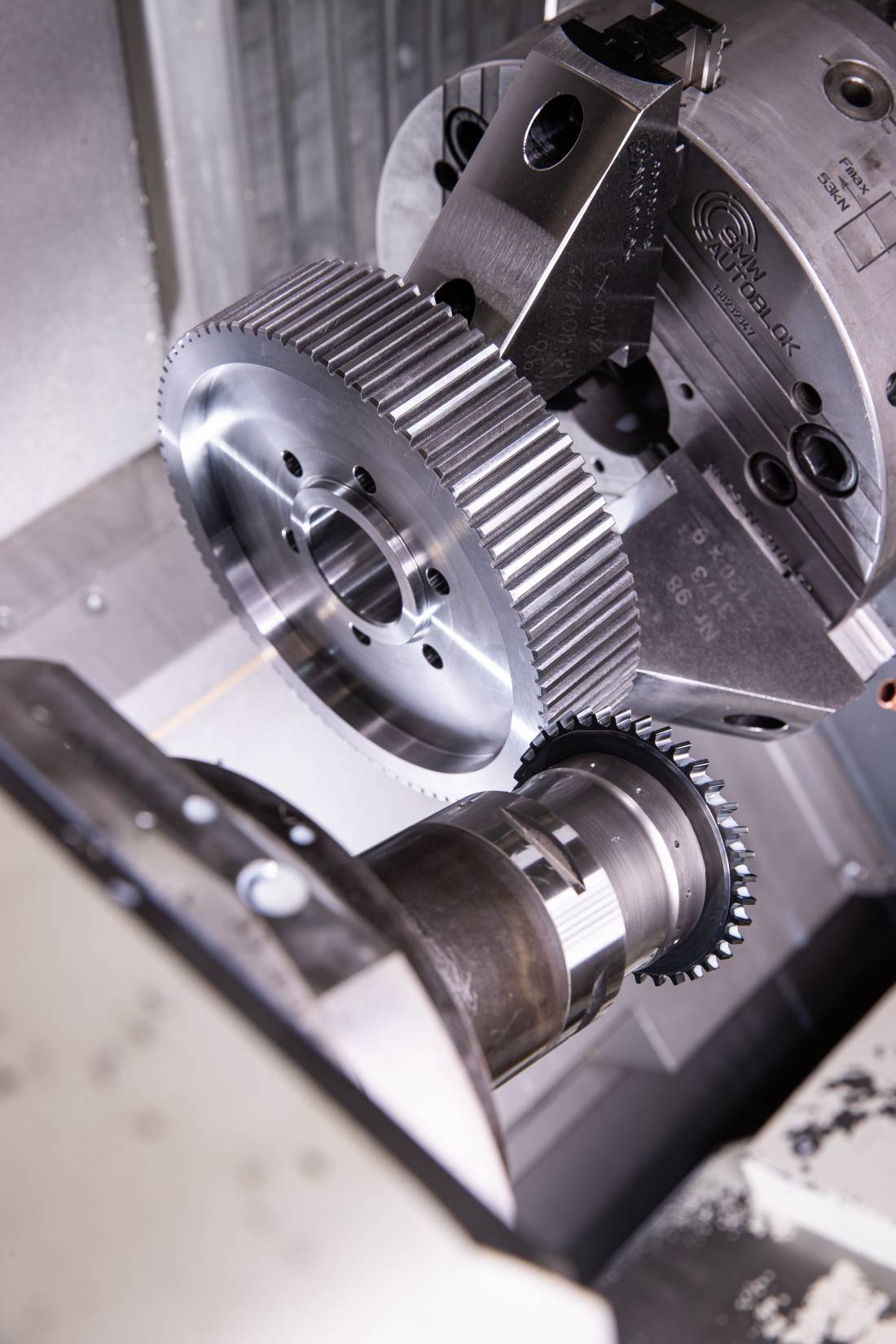
Maschinenfabrik Mönninghoff relies on the gear skiving process for the production of disc carriers. Tool systems from HORN are used for this purpose. “In addition to the performance of the tools, we were impressed by HORN’s technical support. A few years ago, HORN joined our ranks as our third supplier of skiving tools. At the time, we were surprised at the technical questions the HORN designers had for us regarding tool design. We hadn’t been asked that by the other suppliers before,” says Lubek. HORN’s technical expertise convinced Lubek and his team. “We have created a separate area in our design department that only deals with the design of gear cutting tools,” adds Michael Ehmann, Sales Representative, HORN.
Tools in Use
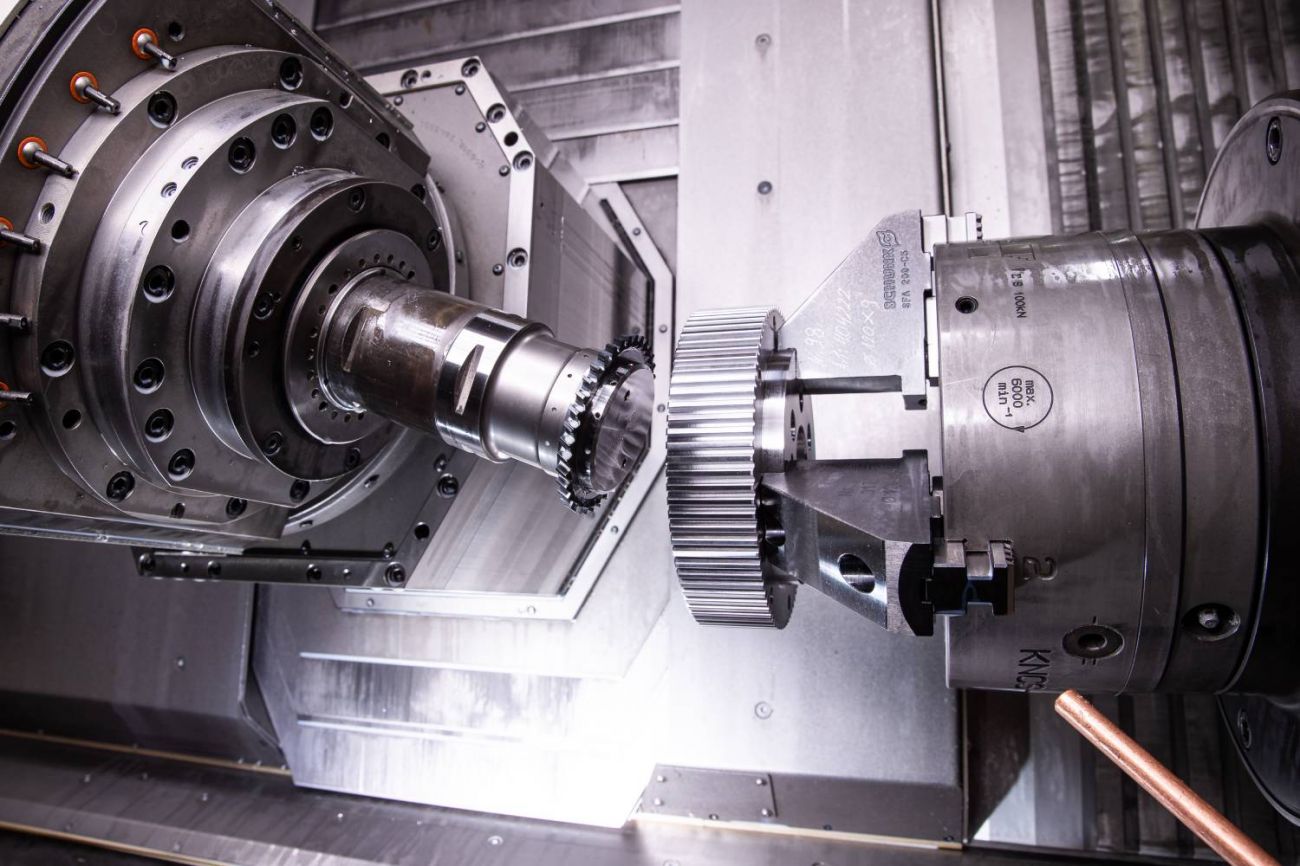
Today, over 20 different types of skiving tool are in use on the machines at Maschinenfabrik Mönninghoff. The modules to be produced range from 0.5 to 2.5. Gear skiving of the disc carrier for the ski lift clutch with a module of 2 is performed by a tool with an interchangeable head. The type WSR solid carbide cutter head is connected to the tool holder via a precision interface. During the cutting process, the tool produces the gear form in 7 individual strokes. These are divided into 6 roughing strokes and one for finishing. The individual infeed settings are not linear, but average around 0.45 mm (0.018”). “Thanks to the HORN skiving tools, we are at a high level when it comes to the quality of the gears we produce. Due to this and the technical support, HORN is our go-to supplier for gear skiving tools,” says Lubek.
|
HORN technicians check every skiving application for feasibility and discuss the tool design and recommendations for the process with the user. |

The HORN gear skiving system includes tools for the highly productive machining of internal gears, splines, and other internal profiles as well as external teeth without interference. The most important advantages of gear skiving in these applications are the significantly shorter cycle times compared to gear broaching, the ability to use the tools on optimized turning/milling centers, turning and gear cutting in a single clamping, and the elimination of undercuts at the base of the gear teeth. In addition, the usually more productive and cost-effective production process compared to gear shaping and broaching and the four to five times shorter cycle time compared to slotting are compelling. This also applies to the possibility of hard machining gears into solid material. The skiving tools are designed for gear cutting medium to large batches. Each tool is individually adapted to the application and the material to be machined, with the different tool interfaces being based on the number of teeth and the module.
|
In addition to the performance of the tools, Maschinenfabrik Mönninghoff team was impressed by HORN’s technical support. A few years ago, they were surprised at the technical questions the HORN designers had for the company regarding tool design. They hadn’t been asked that by the other suppliers before. |
Larger Modules
Especially for internal gears, HORN stresses the advantage of short cycle times for larger modules. The gear skiving of these bigger sizes requires large and rigid milling/turning centers that enable the appropriate synchronization between the workpiece and tool spindles. The larger the module, the more critical is machine rigidity. This issue can be mitigated in respect of the tool by dividing the inserts between the left and right hand flanks. After gaining experience with small solid carbide skiving tools, HORN used this expertise to cover larger modules as well. Its technicians check the feasibility of each application before implementation and discuss the tool design and recommendations for the process with the user.
The system includes cylindrical or tapered tools for modules from 0.5 to 2. The solid carbide monoblock type is available with a diameter of up to 20 mm (0.787”) and in a slim design. It is used for small modules and small components, preferably when a slim shaft is required due to the risk of collision. The grades and coatings customized to the application produce high surface quality on the workpiece. Skiving tools with a replaceable head system are used for tool diameters over 20 mm (0.787”). The precise interfaces allow the cutting head to be easily changed inside the machine without removing the tool holder. The carbide tool holder ensures high rigidity, wear resistance, and precision. For the larger modules, HORN recommends using a tool with indexable inserts. For the WSR tool type in particular, HORN offers the option of placing the internal coolant supply in front of or behind the insert. This allows blind holes, through holes, or stepped holes to be machined with appropriate coolant delivery, depending on the application.
|
A good collaboration: Timon Lubek in conversation with HORN technician Michael Ehmann and Mönninghoff employee Yavuz Kol. |

Maschinenfabrik Mönninghoff uses a machine from DMG MORI for gear skiving ring gears. “With the CTX beta 1250 TC, we have a flexible machine with user-friendly technology cycles, such as gear SKIVING 2.0, on which the skiving processes run reliably,” explains Lubek. Before the gear skiving process was introduced, Maschinenfabrik Mönninghoff relied on gear broaching and milling. The switch to gear skiving brought many advantages: Time savings and high precision as well as the quality classes of the gears and the ability to produce components completely on one machine. Complete machining increases accuracy, as tolerance is more difficult to achieve with each new clamping. This plays a particularly important role in the production of components for clutch/brake combinations.
| The skiving tools are designed for gear cutting medium to large batches. Each tool is individuallly adapted to the application and the material to be machined, with the different tool interfaces being based on the number of teeth and the module. |
Successful Collaboration
Maschinenfabrik Mönninghoff has been working with tool systems from HORN for over 25 years. “In the beginning, we only used the little horns, as we always call them, for turning,” jokes Lubek when talking about the HORN Superminis. He continues: “We now rely on HORN’s broad tool portfolio. Their expertise in tool technology and the prompt delivery have convinced us.”
| Especially for internal gears, HORN stresses the advantage of short cycle times for larger mod ules. The gear skiving of these bigger sizes requires large and rigid milling/turning centers that enable the appropriate syn chronization between the work piece and tool spindles. |
Mönninghoff Machine Factory
From aviation to marine, from delicate high-tech robotics and packaging machines to pumps and extruders: Reliable drive technology is required when forces need to be transmitted. The technical requirements that the products must fulfil are as varied as the areas of application and use cases. Maschinenfabrik Mönninghoff is a reliable and innovative clutch manufacturer and technology partner, able to fulfil customer-specific requirements precisely. The switchable couplings, shaft connections, overload systems, linear technology, and integrated drive systems are used worldwide in a wide range of variants in machines and systems in all industries.
HORN in India
Precision Tooling Solutions for the Precision Component Manufacturing Industries from Paul Horn GmbH are available in India via NN Combined Engineering Agencies Pvt Ltd. (NNCEA) in cooperation with select OEM partners. NNCEA provides complete logistics and supply chain management solutions for all major manufacturers in the Indian market.
 |
Nikhil Nayak Managing Director NN Combined Engineering Agencies Pvt Ltd |

 Facebook
Facebook Linkedin
Linkedin Subscribe
Subscribe