

Blending Technology with Craftsmanship

With his company EBG-Instruments, Marc Lochner is breaking new ground, combining the traditional craftsmanship of guitar making with new ideas and technologies. Here’s knowing how Paul Horn GmbH supported him in his current project, a Telecaster, in which 3D printed parts made of titanium and CVD diamond cutters are being used.
Rock n‘ roll, blues, and heavy metal. No other instrument arouses as many emotions among the public as an electric guitar. The instrument plays a central role in most music genres and has characterized generations of musicians since the 1930s. In addition to mass-produced guitars, there are also small craft businesses that perfect the construction of electric guitars down to the smallest detail. Marc Lochner runs one of them. With his company EBG-Instruments, he is breaking new ground, but also holding on to old traditions. For a current project, a Telecaster, 3D printed parts made of titanium and CVD diamond cutters are being used. Locher received support from Paul Horn GmbH for this project.
| Critics claim that anyone can build an electric guitar with a saw, a screwdriver, and a soldering iron. In theory, this is true, but nobody wants to hear it. In contrast to an acoustic guitar, most classic electric guitars do not have a hollow resonator to amplify the sound of the strings. There are some electric guitars that have a hollow body, but the tone is generally influenced by the design, the choice of wood, the hardware, the pickups, and the quality of workmanship. Pickups are magnetic coils that convert the vibration of the individual strings into electrical signals. When the guitar is being played, these signals pass through an effects processor and are then boosted in an amplifier and output as sound via a loudspeaker. The playing technique, the effects processor, and the amplifier produce the desired and familiar electric guitar sound. |
For machining the guitar body, Locher uses a three-axis CNC milling machine with a high-speed spindle and a four-edged, diamond-tipped milling cutter from HORN. |

Craftsmanship
With his instruments, Locher impressively demonstrates how to combine the traditional craftsmanship of guitar-making with new ideas and technologies. For example, he combines CNC-milled aluminum bodies with fine wood and carbon fiber necks. He builds about six electric treble or bass guitars per year. All instruments are customized according to the customer’s wishes and requirements. A vocational school teacher in the field of CNC technology, he can be found in his cellar working on his instruments in his spare time. He has created a guitar-making area in his basement at home. Housed in two rooms, the workshop has a CNC milling machine, numerous woodworking machines, a paint booth, and a workstation for final assembly. His cellar also houses a small treasure trove in the form of a tonewood store. Beautiful and rare tonewoods such as certified ebony, curly maple, and mahogany are stored here.
|
Locher approached the 3D printing specialists at HORN with the 3D model he had designed himself to have these parts printed from titanium. Due to the component geometry and the thin walls, milling the parts was out of the question as it would have been too time-consuming and costly. |
“I‘m always on the lookout for old wooden staircases from the 50s and 60s. In those days, staircases were often made from solid mahogany,” Locher explains. He uses the old stairs to make the guitar bodies and necks. “The wood is highly suitable for building a guitar, as it is also relatively stress-free due to its age and the dry conditions in the houses,” explains Locher. He also uses this valuable wood for his current project, a Telecaster. Its shape is one of the most popular electric guitar designs ever. It was developed by the world-renowned guitar builder Leo Fender. However, Locher’s Telecaster is not a simple copy of Fender’s guitar. With special materials and components as well as a clean look, and with many hidden screw connections on the front of the guitar, it is a unique piece that requires a lot of time, work, and craftsmanship as well as special manufacturing techniques.
3D metal printing
“Building exceptional instruments also requires the use of special materials,” says Locher. That’s why he decided to use titanium components, including the bridge, which is mounted on the body of the guitar and supports the strings. The bridge is a very important component of the guitar, as it has a major influence on the attack (speed of tone development) and sustain (duration of the tone). Locher approached the 3D printing specialists at HORN with the 3D model he had designed himself to have these parts printed from titanium. Due to the component geometry and the thin walls, milling the parts was out of the question as it would have been too time-consuming and costly.
| Locher was lucky; HORN had already started its additive manufacturing project in the spring of 2018. Today, it has become a separate production area. HORN uses additive manufacturing in its own tool production, particularly in the manufacture of prototypes, specials, and tool holders and in the optimization of coolant attachments. HORN makes the extended possibilities offered by additive manufacturing available to customers and partners such as Locher. Additive manufacturing makes sense if it results in a technological advantage. However, in many cases, there is no economic advantage to additively manufacturing a component that was previously produced conventionally. This applies, for example, to turn parts that can be produced quickly on sliding headstock automatic lathes. Additive manufacturing would also be too expensive in terms of rework for finishing. | 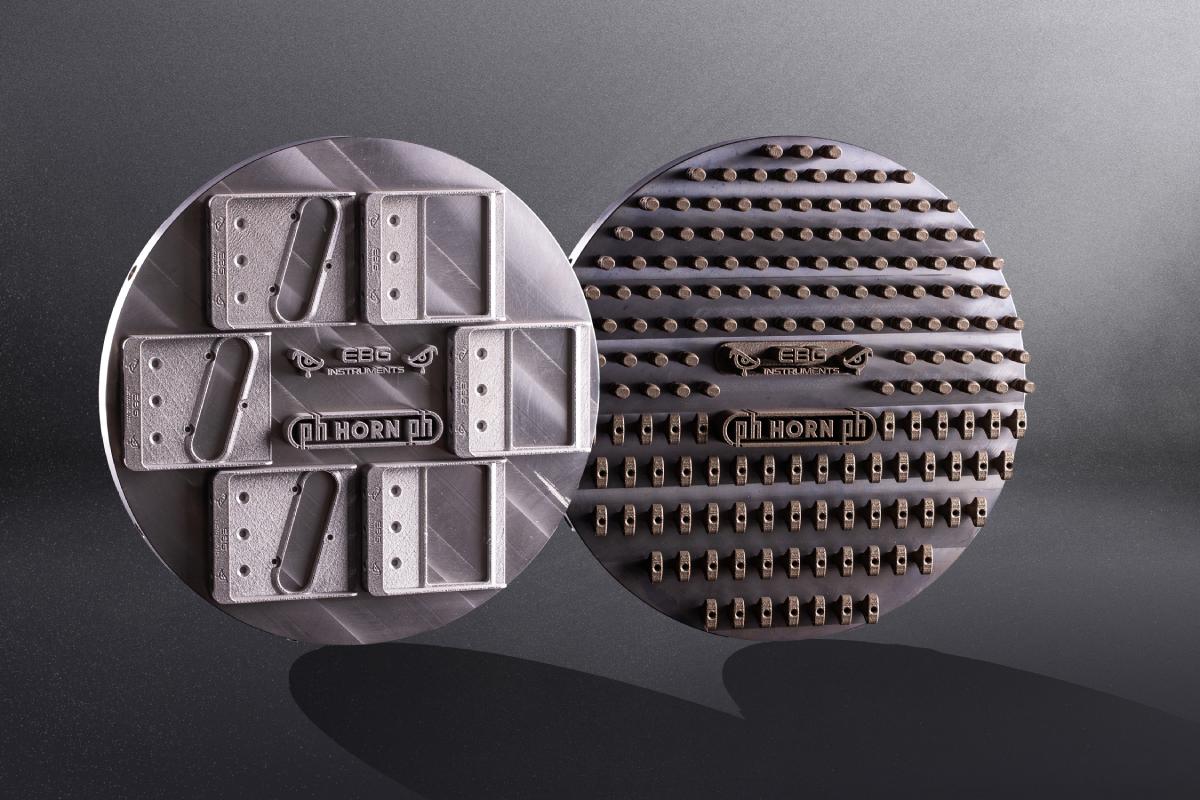 |
SLM process
For projects such as Locher’s electric guitars, HORN uses selective laser melting, also known as the powder bed process. Metal powder is applied in a layer to a build platform and exposed to a laser in the areas where it is to be melted. The platform is incrementally lowered and the process is repeated until the required component height is achieved. HORN uses aluminum (AlSi10Mg), stainless steel (1.4404), tool steel (1.2709), and titanium for 3D printing. Other materials are currently being trialed. The build volume is 300 mm (11.811”) in diameter by 400 mm (15.748”) in height. As HORN has all additive manufacturing processes in-house, specialists in the production area can respond directly to customer requirements. Parts are manufactured in various designs according to the intended use. HORN also supports the customer in the design and selection of suitable parameters for melting the powder. Production takes place according to customer requirements; either raw components are supplied
or finish-machined components. Further advantages of HORN’s in-house production are the wide range of installed machinery and metrology equipment. This saves time and has a direct influence on all production processes.
| HORN makes the extended possibilities offered by additive manufacturing available to customers and partners such as Locher. Additive manufacturing makes sense if it results in a technological advantage. |
The printed guitar components are separated from the build platform by wire erosion. However, due to the high stress on the thin-walled components, they require heat treatment before eroding, as otherwise they would warp after separation. The heat treatment takes place at a temperature of 650o C and takes around two hours. Locher opted for glass
bead blasting for the optical
finish of the components. In addition to the bridge, HORN also printed other components for Locher‘s Telecaster.
CVD diamond milling cutter
Locher mills the guitar body from solid material. The raw part comes from a mahogany stair tread. Locher cuts it lengthways and glues the two parts together in a mirror image. “In addition to providing greater stability, the mirror-image gluing of some woods is also an aesthetic factor in guitar making,” says Locher. Special instrument glue is used, which sets nearly as hard as glass. This is very important, as soft glue joints would absorb vibrations and affect the sound of the instrument. When machining the body, Locher uses a three-axis CNC milling machine with a high-speed spindle and a four-edged diamond-tipped milling cutter from HORN.
|
Horn uses the selective laser melting process, also known as the powder bed process. |
Marc Locher combines modern technology with craftsmanship. |


The cutting length of the tool is around 45 mm (1.772”). This is enough to complete most milling operations on the body. Thanks to the sharpness of the cutting edges, Locher saves time during subsequent sanding. “I was extremely impressed by the milled surfaces. The flanks on the cutter are as if they were finely ground and there is no burr on the edges. This saves time when sanding the wood surfaces later,” explains Locher. The tool also mills pockets without any problems by ramping into the solid. For example, Locher mills numerous hexagonal pockets as well as the electrical compartment into the body to reduce the weight. Locher later glues a 5 mm (0.197”) thick mahogany top over the pockets and milled cable ducts.
Lacquer like glass
Guitar making at this high level combines numerous skills. In addition to mechanical expertise in CNC technology, the abilities of a carpenter, craftsman, and lacquerer are required. Once the individual guitar components have been manufactured and the fine sanding work has been completed, the parts are painted. Locher opted for a mother-of-pearl white metallic color for the body of the guitar. The neck made of curly maple and ebony is given only a dark brown stain and a coat of clear lacquer so that the beautiful wood grain remains visible. “Using a primer, colored lacquer, and clear lacquer, we apply nine wafer-thin layers,” says Locher. Each individual layer is sanded after drying in preparation for the next layer. Painting always produces an orange-peel effect. This is characterized by a slightly wavy surface appearance. The final coats of clear lacquer are therefore given a special treatment. After drying, they are sanded with increasingly fine grits and polished to a high gloss using different compounds. “After these time-consuming operations, the clear coat reflects light like a layer of glass,” says Locher. The final assembly and tuning of the strings is always a special moment for him. “The first note of the finished instrument also marks the beginning of the farewell. It’s difficult for me, as I’ve spent two to four months building it,” Locher explains. He often delivers his guitars personally to their new owners throughout Europe.
| For projects such as Locher’s electric guitars, HORN uses selective laser melting, also known as the powder bed process. Metal powder is applied in a layer to a build platform and exposed to a laser in the areas where it is to be melted. The platform is incrementally lowered and the process is repeated until the required component height is achieved. |
Locher rates the collaboration with HORN positively: “From the initial idea of printing the components from titanium to the technical design, goal-oriented advice, and implementation, the collaboration was very professional and smooth. I’m already looking forward to the next projects.”
HORN in India
Precision Tooling Solutions for the Precision Manufacturing Industries from Paul Horn GmbH are available in India via NN Combined Engineering Agencies Pvt Ltd (NNCEA) in cooperation with select OEM partners. NNCEA provides complete logistics and supply chain management solutions for all major manufacturers in the Indian market.
 |
Nikhil Nayak Managing Director NN Combined Engineering Agencies Pvt Ltd |

 Facebook
Facebook Linkedin
Linkedin Subscribe
Subscribe