

Extracting Value from Waste
The following study explores the innovative use of friction stir-assisted cladding (FS-AC), a promising way to recycle metal scraps, especially aluminum scraps, without melting while saving energy and preserving inherent material properties. This path-breaking approach could revolutionize how we handle industrial waste and improve manufacturing sustainability.
The Manufacturing industry, a cornerstone of modern economies, generates a substantial amount of waste in the form of manufacturing chips, which often end up as discarded byproducts. This waste not only poses environmental hazards but also represents a missed opportunity for resource efficiency and cost savings.
Producing aluminum from ore demands approximately 20 times more energy than utilizing recycled metal. In contrast to traditional scrap recovery, the primary objective in aluminum scrap recovery is not only to minimize disposal costs but also to evade regulatory liability by extracting metals from voluminous wastes. Aluminum scrap is typically processed in a reverberatory furnace as part of the recycling process. However, melting the scrap is an energy-intensive process. Also, the inherent properties of aluminum alloys generally get lost during melting due to the evaporation of various strength-imparting elements.
The solid-state recycling of aluminum alloys results in huge energy savings while keeping the properties intact. The solid-state recycling of metallic scrap (especially aluminum) results in near to 100 percent yield of the material whereas fusion-based processes lead to a material wastage of a minimum of 15-20 percent in fumes. The energy saving in solid-state recycling is enormous in comparison to virgin metal production or fusion-based recycling.
Approximately 156 MJ/Kg of energy is required for primary aluminum production. A mere 10 MJ/Kg of energy is consumed in the solid-state recycling of aluminum, whereas the energy consumption in fusion-based recycling stands at 17.7 MJ/Kg. Therefore, solid-state recycling of aluminum is a highly economical and sustainable process due to its huge material and energy-saving nature.
Hence, prioritizing secondary metal production offers multifaceted environmental advantages, including energy conservation and waste reduction. This is particularly crucial in the case of aluminum, a widely used metal in industrial applications, where the recovery of manufacturing scrap contributes not only to cost efficiency but also to sustainable and responsible waste management practices.
| Approximately 156 MJ/Kg of energy is required for primary aluminum production. A mere 10 MJ/Kg of energy is consumed in the solid-state recycling of aluminum, whereas the energy consumption in fusion-based recycling stands at 17.7 MJ/Kg. |
Understanding FS-AC
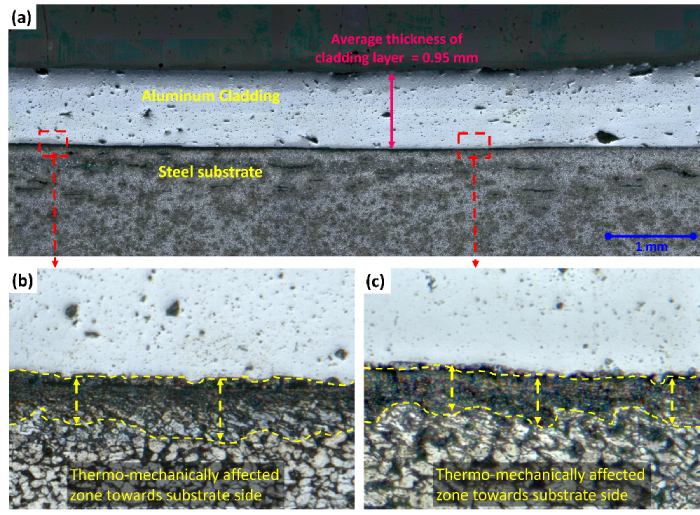
This study explores the innovative use of friction stir-assisted cladding (FS-AC) as a sustainable and cost-effective solution for repurposing aluminum chips on a steel substrate without melting the material. The study investigates the mechanism of the FS-AC process, highlighting the conversion of metallic swarf into a feedstock material for cladding without entailing costly clad materials. A uniformly clad layer with an average thickness of 0.95 mm was developed in a single pass.
The process presents a valuable method for recycling machine shop floor scrap, transforming it into useful feedstock material for cladding purposes, and that too in an energy-efficient manner. This proposed approach has promising potential for processing different material combinations for additive manufacturing and exploring functionally graded material development using metallic swarf.
Methodology
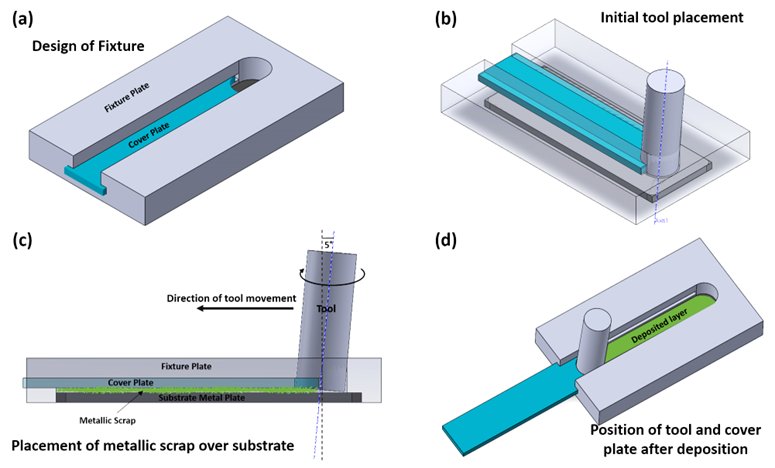
A fixture was designed and fabricated to rigidly clamp the substrate sheet and hold the Al chips during processing using a cover plate. The cover plate was movable and slid along with the traverse movement of the tool. Figures 1(a) and 1(b) show the schematic of the fixture plate assembly and the initial tool placement. The metallic swarf/chips are placed on the friction stir welding machine table over the substrate, and the side view is shown in Figure 1(c).
Process mechanism
|
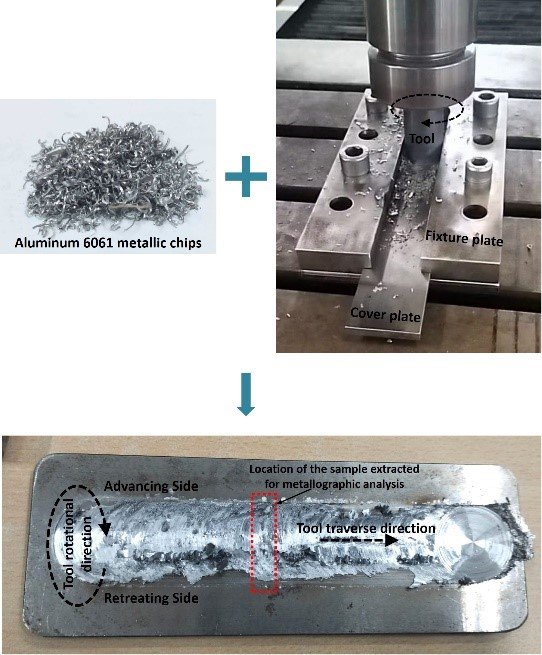
Figure 2. Photographs of aluminum chips and the FS-AC process, along with the cladding developed during the FS-AC process Source: Indian Institute of Technology (IIT) Bombay |
The aluminum metal chips of approximately uniform size and shape were placed to rub against the rotating tool of hard tungsten carbide material with the fixation of the cover plate over them. The rotating action of the tool generated the heat required for softening the metallic swarf, and the tilt angle of the tool enabled the compaction of metallic chips to form a cladding layer with increased density. The advancing side of the cladding plate represents the side where the tool rotational velocity vector and tool traverse velocity vector align in the same direction. On the other hand, the side in which the tool rotational velocity vector and tool traverse velocity vectors are opposite in direction is represented by the retreating side. The thickness of the incoming swarf layer was equal to the gap between the substrate plate’s upper surface and the cover plate’s bottom surface. The thickness of the cladding layer was controlled by the gap between the backward surface of the tool face and the upper surface of the substrate, as shown in the side-view representation of the FS-AC process in Figure 3. |
The axial downward pressure applied by the tool surface is responsible for the compaction/consolidation of the already softened swarf. The compaction increases the density of the cladding layer with respect to the incoming swarf. The continuous narrowing of the area available for the swarf to flow during the tool movement enables substantial compaction of the soft material. The pressure applied by the backward part of the tool face controlled the thickness of the exiting coating layer making it of uniform thickness.
| The FS-AC process could easily be presented as a solid-state alternative to additive manufacturing processes. Furthermore, using waste material as feedstock for additive manufacturing would aid the economic aspect of it. |
The industrial implication, limitations, and further work
| Developing a uniformly thick clad layer over the substrate in a single-step process reduces the post-processing time for the finished product and, in turn, enhances the economic viability of this process. In this work, a novel process was developed to recycle the metallic waste scrap and clad it on a substrate with a controlled uniform thickness in a single step. Further advanced characterization studies are needed to confirm the diffusion of the dissimilar materials into each other and the chances of intermetallic formation. The mechanical and chemical testing of the specimen would also give clear insights regarding the coating-substrate bond strength and corrosion resistance improvement base material. | 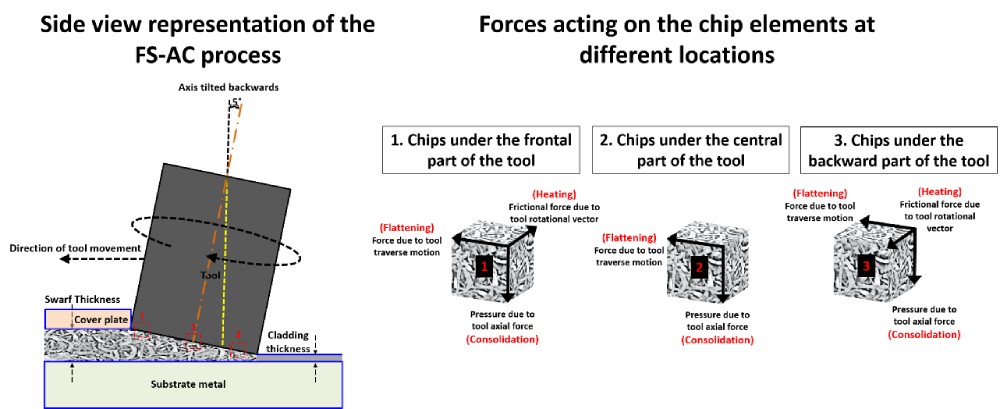 Figure 3. Side-view representation of the FS-AC process and the various forces acting on the chips placed at different locations with respect to the tool surface Figure 3. Side-view representation of the FS-AC process and the various forces acting on the chips placed at different locations with respect to the tool surface |
The FS-AC process could prove to be a go-to process for recycling the metallic scrap without melting. This process could easily be repeated for multiple layers and presented as a solid-state alternative to additive manufacturing processes. Furthermore, using waste material as feedstock for additive manufacturing would aid the economic aspect of this process.
|
Figure 4. Optical microscope images of the cross-sectional view of the cladding depicting a uniform thickness of clad material and distinct thermo-mechanically affected region towards the substrate side |
 |
DR PANKAJ KAUSHIK Post-Doctoral Fellow Department of Mechanical Engineering Indian Institute of Technology (IIT) Bombay pkaushik4@iitb.ac.in pkpankajkaushik05@gmail.com |

 Facebook
Facebook Linkedin
Linkedin Subscribe
Subscribe