

RECYCLING FOR A BETTER TOMORROW

Ensuring environmental sustainability calls for sustainable recycling practices. In this project, researchers from SASTRA University have found a unique way to repurpose D2 steel chips, often discarded after machining, to create useful trimming dies.
In industries, it’s crucial to manage D2 tool steel chips obtained from conventional machining centers. D2 cold-worked steel, also referred to as AISI D2 or DIN 1.2379, is widely used in various industrial applications like tool and die making, cold work tooling, metalworking tools, cutting and slitting blades, machine components, etc.
This steel offers a great combination of properties, including high wear resistance, good toughness, and relatively good machinability compared to other tool steels. Compared to other tool steels, D2 steel demonstrates moderate to good machinability. However, dealing with D2 steel can also be quite challenging because of its high hardness and abrasion resistance. It may necessitate specific tooling, cutting speeds, feeds, and the use of coolant/lubricant to ensure successful outcomes.
Different recycling techniques for D2 chips
After the machining process, D2 chips are created that can be recycled by crushing and melting. However, the melting process faces several limitations and demands increased energy usage. Recycling metal through these methods requires over 6,000 lt of water per metric tonne of production. When D2 steel chips are remelted, they are heated to high temperatures, leading to the release of particulate matter and metal fumes into the air. The emissions may include dangerous substances like chromium, manganese, and other alloying elements found in D2 steel. These issues lead to a permanent metal loss of 15 percent to 25 percent.
Recent research has explored different techniques for recycling copper chips, including Electrowinning and Ball-milling (BM) methods. Additionally, the ball-milled fine particles serve as the primary material for the additive manufacturing (AM) process. During the process, recycled copper powders are used for tool electrodes in electro-discharge machining (EDM) to achieve high relative density.
In addition, different techniques in the field, like fused filament fabrication (FFF), electron beam melting, selective heat sintering, selective laser melting, and selective laser sintering, utilize D2 steel for different purposes. When comparing methods, FFF is seen as a practical extrusion technique for creating detailed copper parts. The FFF is integrated with the binder jet process, known as bound powder extrusion (BPE). When using the BPE technique, the base powder is combined with waxy polymers like those used in metal injection molding to manage powder loss.
|
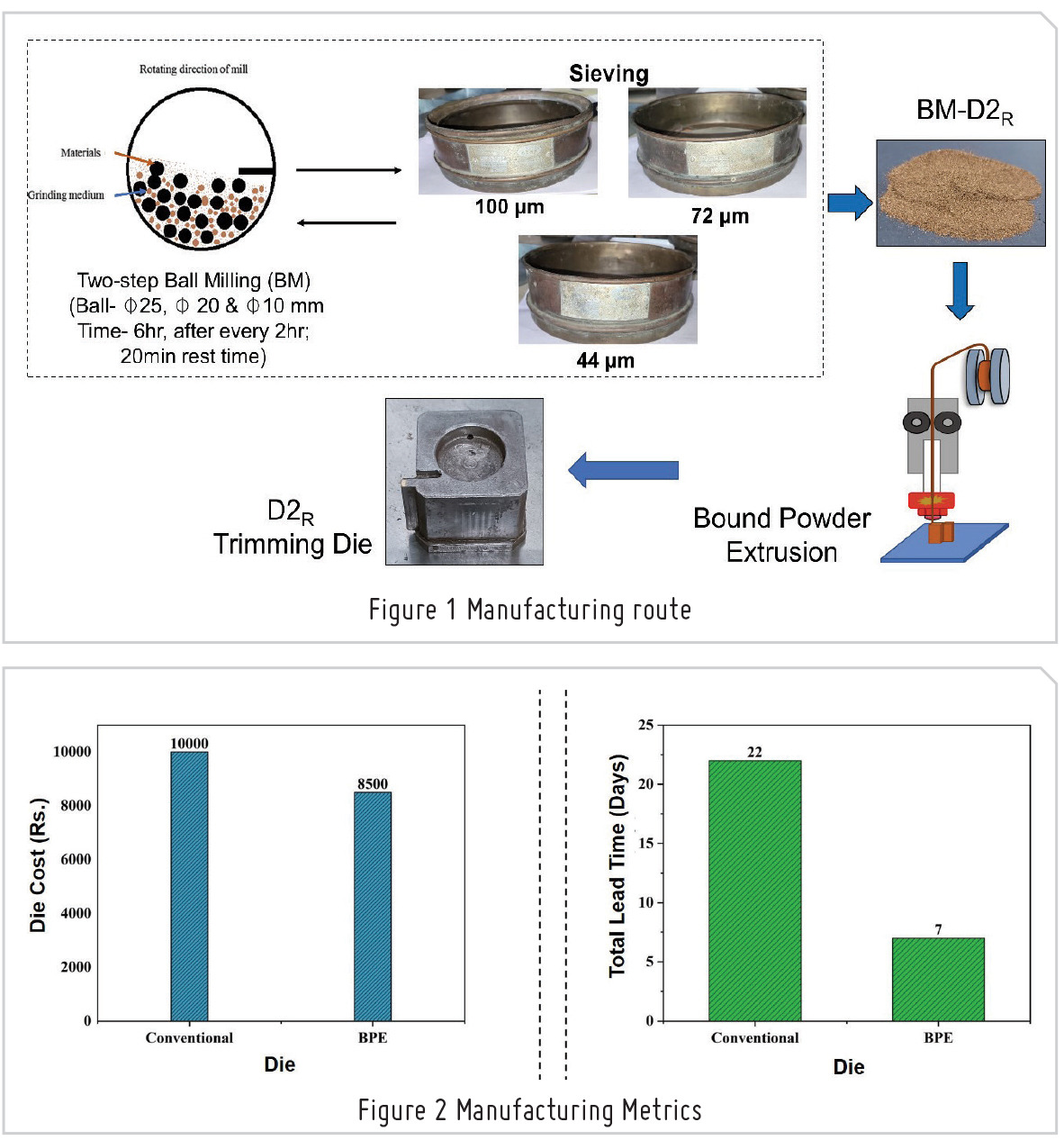
By producing trimming die from recycled D2 steel machined chips, the overall manufacturing cost for the die has decreased by 15%. and the lead time has been reduced by 68.18%. |
Bound Powder Extrusion
Previous research on D2 tool steel in additive manufacturing has not emphasized the sustainable practice of recycling D2 chips to create the trimming die used in the post-forging trimming process. Hence, the main goal of the project is to create a recycled D2 swarf trimming die using the BPE process and assess how well the component performs in the flash trimming process. At first, a two-step BM was conducted on a copper chip, taking advantage of the smaller size of the copper chips in the BPE process. Following that, the BPE process parameters underwent optimization through the Box-Behnken design (BBD).
Next, the D2 samples were created under ideal conditions to analyze the microstructure and mechanical properties and then compared to traditional D2 steel, which showed positive results. After analyzing the results, the D2 trimming die was produced using the BPE method and implemented in the flash trimming process at Shanmugha Precision Forging located in Thanjavur, Tamil Nadu. By producing trimming die from recycled D2 steel machined chips, the overall manufacturing cost for the die has decreased by 15 percent, and the lead time has been reduced by 68.18 percent.
 |
DR RAJ MOHAN R Faculty Bajaj Engineering Skills Training (BEST) Centre SASTRA Deemed to be University |
 |
S RAKESH Research Scholar School of Mechanical Engineering SASTRA Deemed to be University |

 Facebook
Facebook Linkedin
Linkedin Subscribe
Subscribe