

Quality Control Matters

A high-precision shop producing medical and aerospace parts was about to lose its quality management system. When it found a replacement, it also found a partner that helped the shop bring a new level of automation to its inspection process.A high-precision shop producing medical and aerospace parts was about to lose its quality management system. When it found a replacement, it also found a partner that helped the shop bring a new level of automation to its inspection process.
There are practical reasons why machine shops might shy away from highly complex parts. Small, multifaceted medical implants for the spine or jet engine components such as fuel injection nozzles might feature hundreds of dimensions per part, with tolerance requirements that routinely fall within two ten-thousandths (0.0002) of an inch. Even when perfectly machined, the parts are worthless without the documentation required for compliance with medical and aerospace standards, such as ISO 13485 or AS 9100.
When complex parts come with stringent inspection requirements, the quality control process begins with three core questions:
- Which part dimensions require inspection, and at what point in the process?
- What equipment should be used to check those dimensions?
- At what frequency will those dimensions be checked?
For mid- to high-volume shops, the amount of data required to answer these questions can become so overwhelming that shops turn to multiple software platforms to perform individual tasks. One software for ballooning, one for first article inspections (FAI), one for in-process inspections, and so on. Considering the sheer volume of data, trying to fine-tune different software platforms to communicate effectively with one another becomes a nearly impossible, thankless task. Cross-channel data traffic gums up the network. Operators trying to input inspection data are greeted by spinning wheels of death. The keepers of tribal knowledge about each software system grow fewer in number. As for training new employees on the system? Good luck.
UMC is a family-owned machine shop that not only produces complex parts routinely but also machines a full spectrum of challenging materials, such as Hastelloy, Inconel, Titanium, and Cobalt alloys.

John Loscheider, CMM Programmer, Ultra Machining Company, oversees an automated CMM and
multi-axis robot. The inspection data from this CMM is uploaded in real time to the shop floor, allowing
machine operators to see whether the parts remain within tolerance requirements.
This is exactly the situation that a high-precision shop near Minneapolis called Ultra Machining Company (UMC) found itself in just two years ago. The business had accelerated, but so had the burden of managing stringent quality control standards on highly complex parts. By 2019, UMC was collecting a million points of part inspection data per month, then segmenting it off into five separate quality management platforms.
One of those platforms was designed and built by UMC in partnership with its vendor, in the hope of eventually marketing the software and selling it to customers. But the software became so highly customized for UMC that, whether related to its customization or not, the vendor decided to exit the product category. The vendor notified UMC that, after a six-month phase-out period, it would no longer support it.

UMC, which recently expanded to more than 140,000 sq ft of shopfloor space, relies on its
quality control system that features real-time availability of measurement and inspection data.
Sarah Sundine, Director, Project Management, UMC, remembers the day the news dropped — during a production crunch when UMC was actively processing more than 1,000 parts. “We were like, oh my gosh, if you shut down our quality software, we can’t run,” she recalls.
A sleepless month of nonstop work
The immediate response from Sundine and her team was to write a request for quote (RFQ) that included more than 150 technical requirements, which UMC then blasted out to quality management software companies around the globe. After a weeks-long vetting process, UMC had all but signed a contract with another quality management provider when a colleague of Sundine began researching one of the lesser-known bidders on the RFQ. That research led to Nipun Girotra, CEO and Co-founder of a company based in San Jose, California called 1Factory.

Like most workstations on UMC’s shop floor, Machinist Gerrit Fonkert’s station features several
measurement tools and a computer where he processes each part’s inspection data in real time with 1Factory
“It was the most detailed RFQ I’ve ever seen,” Girotra says. But a quick demo of 1Factory by Girotra and his business partner, CTO and Co-founder Oleg Nickolayev, was impressive enough to convince UMC to purchase a 30-day pilot program.
At the end of the trial run, nearly everyone at UMC who interacted with 1Factory, from the machinists to the quality engineers to the inspection lab workers, lobbied hard for the company to adopt it, Sundine says. So, as the clock ticked down toward pulling the plug on UMC’s existing quality control software—and as COVID-19 began sweeping the globe—Sundine, Girotra, Nickolayev, and several members of UMC’s team embarked on a sleepless month of nonstop work to integrate 1Factory into UMC’s systems.
Let’s learn how the two companies pushed the envelope of automated quality control data in a machine shop.
As the control plan is created in 1Factory, UMC quality engineers can manually define or let the software auto-generate sampling rules for part inspections.
Ultra Machining Company
I first met Nipun Girotra and Oleg Nickolayev at 1Factory’s booth at Westec in late 2021. Displayed on a large screen behind the two men was a print drawing of a complex part that had been auto-ballooned by their software. “There is plenty of quality control software that auto-balloon prints,” Girotra said, before launching into a dizzying array of features built into the platform.
“By the way,” he asked at the end of the visit, “have you ever heard of a shop near Minneapolis called UMC? It might be the most impressive machine shop I have ever seen.”

UMC Machinist Jeremy Desmet views the inspection history of a part using 1Factory’s run chart.
Established in 1968 near Minneapolis, UMC is a family-owned machine shop that not only produces complex parts routinely but also machines a full spectrum of challenging materials, such as Hastelloy, Inconel, Titanium, and Cobalt alloys. UMC’s 140,000-sq ft shop floor is organized into separate operational departments for mill-turn, Swiss, EDM, turning, milling, prototyping, and inspection. As a company that primarily serves highly regulated industries, including Medical, Aerospace, and Defense, the UMC’s inspection lab is a central hub of activity. The lab boasts eight vision machines and more than 20 coordinate measuring machines (CMMs), some of which are serviced by pallet changers and multi-axis robots.
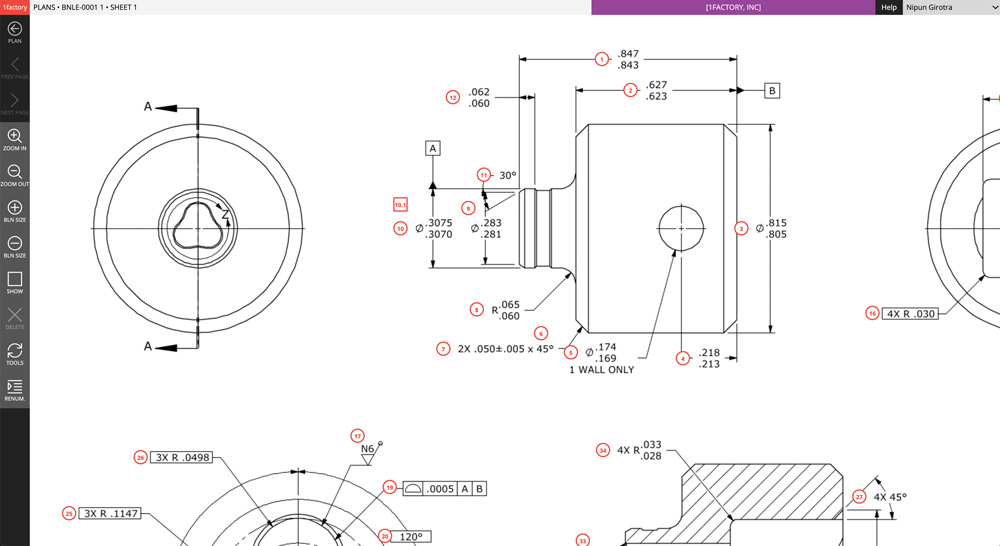
The first step in UMC’s quality management process for each part is to auto-balloon the print,
like above, then export the data into a quality control plan.
By the time I arrived at UMC in March, the company had fully integrated 1Factory into its operations. On the shop floor, every workstation featured a desktop computer with 1Factory displayed on the monitor. Everyone was tuned to the same channel.
As parts come off the machine, the control plan lets UMC’s machine operators know which features require measurement checks at their workstation and which measurement tool to use for the inspection.
The quality control process at UMC begins like this: An engineer uploads the customer’s print, typically from a PDF drawing, and 1Factory auto-balloons the drawing and assigns numbers to the part’s features, including radiuses, diameters, positions, geometric dimensioning and tolerancing (GD&T) data, and any text instructions contained in the margins. Let’s say that balloon 1 is a linear dimension located in zone f5 with a mix/max value of 0.843–0.847 in. The software extracts this information and populates it into an auto-generated quality control plan. Attempting this process manually (still a reality for many shops) means ballooning one feature at a time and individually notating all the values required for the report. Mistakes discovered down the line of a manual process often mean starting over from scratch.
As the control plan is created in 1Factory, UMC quality engineers can manually define or let the software auto-generate sampling rules for part inspections. For instance, a critical feature for a highly regulated industry might require inspection of every tenth part by a laser micrometer, while a noncritical feature may require inspection of every hundredth part by a digital caliper.
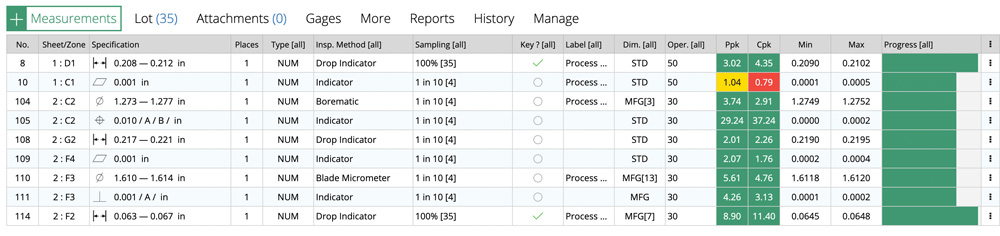
The inspection summary screen in 1Factory shows, among other data,
the inspection method and the sampling rate for each part feature.
The software also ties every part feature to the specific tool or CMM required to inspect it. As parts come off the machine, the control plan lets UMC’s machine operators know which features require measurement checks at their workstation and which measurement tool to use for the inspection.
If an operator on the shop floor is looking at the control plan and needs to find the location of a specific feature on the part, rather than searching through a complex print drawing to find one feature among dozens or hundreds, a click of the mouse on the feature number zeroes in on the precise location of the feature on the print.
If a part fails inspection, 1Factory automates the non-conformance report process by uploading the part number, the out-of-tolerance feature, the part description, the operator assigned to the inspection, and the day and time of the part’s production.
Capabilities like this were part of the solution that UMC sought in a new quality control system. But they weren’t necessarily unique in the marketplace. Several of the 12 different vendors that UMC evaluated after its RFQ offered functionalities like auto-ballooning, data capture, and control plan processes. What put 1Factory over the top, Sundine says, were two specific qualities: its ease-of-use and and the promise of integrating in-process inspection data, uploaded in real time, from all 28 of UMC’s CMMs.
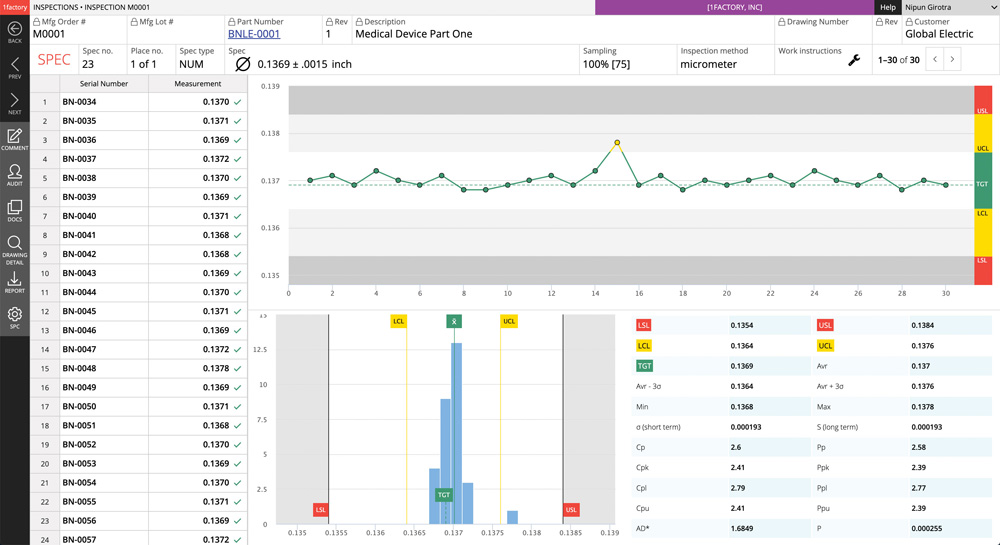
1Factory’s run chart, histogram, and statistical process control data show feature-level
tracking for each part. In this example, only one measurement of one feature fell into the yellow zone,
indicating that the feature measured within 25% of the required tolerance.
Why just a promise? Because until Sundine’s team asked for this capability, 1Factory didn’t have it. It took UMC to help them get there.
“OK, prove it.”
This was the gauntlet thrown down by UMC to 1Factory — a challenge to automate the data output of nearly 30 CMMs straight into 1Factory in real time.“And we built it,” Girotra says. “And by the way, we built it within that first month of the pilot.”This capability means that every data point from every touch of a CMM probe or scan of a vision machine is visible almost instantly to every machinist at every workstation on the shop floor. Once UMC’s inspection data is in 1Factory, the software analyzes the data and creates a run chart and histogram that show which part features present the highest risk of failure.
This real-time feedback loop means that 1Factory is integrating UMC’s inspection points—not only from the CMMs but also from manually input data—and then handing over statistical process control (SPC) to the machinist. The visual data lets the machinist know that adjustments to the machining process are needed to bring the measurements back in line.

Sarah Sundine, Director, Project Management, UMC in the company’s CMM lab. Sundine helped lead a transition
from the company’s use of five different quality management software platforms to full integration into 1Factory
If a part fails inspection, 1Factory automates the non-conformance report process by uploading the part number, the out-of-tolerance feature, the part description, the operator assigned to the inspection, and the day and time of the part’s production. The report also identifies which gage or CMM was used for inspection and can identify all prior inspections performed with that gage. On top of that, the software tracks calibration schedules for all measurement equipment—which at UMC includes more than 10,000 hand gages—and displays a red flag if an operator attempts to use a gage that requires calibration.

BRENT DONALDSON
Executive Editor
Modern Machine Shop
bdonaldson@mmsonline.com

 Facebook
Facebook Linkedin
Linkedin Subscribe
Subscribe